![[header] e business integration in manufacturing – 2024 statistics](https://www.miquido.com/wp-content/uploads/2025/05/header-e-business-integration-in-manufacturing-–-2024-statistics.jpg)
When asked what is modern manufacturing, what is your first association? Automated processes might be what comes to mind first. And indeed, the modern factories require high automation to maintain themselves competitive in current volatile market conditions.
However, although manufacturing is heading towards the fully automated era, there are many obstacles on the way that the producers need to deal with. AI in manufacturing is a game changer, but only with a proper digital integration real outcomes are possible.
The U.S. National Science Foundation's Manufacturing Systems Integration (MSI) funding program explicitly identifies connectivity, automation, and secure collaboration as foundational requirements for 'globally competitive and world-leading industries. And that often requires a full blown digital transformation that enables systems to communicate effectively. This article provides strategies that optimize operations and business outcomes, laying ground for advanced automation.
Key takeaways for manufacturing organizations
- Integration over isolation: True manufacturing innovation and AI effectiveness rely on breaking down operational silos and establishing a fully interconnected digital ecosystem.
- The cloud is fundamental: Transitioning to cloud manufacturing is a non-negotiable strategic move required to unlock scalability, real-time data visibility, and resilient operational security.
- Sustainability requires data: Meeting modern ESG regulations and achieving true supply chain resilience mandates AI-driven platforms that automate life-cycle assessments and energy orchestration.
- Automation solves labor deficits: Deploying autonomous robotics, drones, and multiagent AI platforms is essential to combat ongoing labor shortages and eliminate manual inventory inefficiencies.
- The regional digital divide: A massive digital integration gap exists across global markets, particularly within Europe, separating highly synchronized leaders from vulnerable, manual-reliant competitors.
What is Industry 4.0?
Industry 4.0 represents a fundamental shift in the way industries operate, leveraging advanced technologies to boost efficiency, flexibility, and sustainability. It’s often called the Fourth Industrial Revolution, but what makes it revolutionary?

At its core are four essential components:
- IoT (Internet of Things): This network of interconnected devices ensures seamless communication across the factory floor. IoT doesn’t just improve coordination—it enables predictive maintenance, enhances safety, and optimizes workflows.
- Smart factories: These highly automated facilities rely on self-regulating systems, reducing waste while maximizing productivity.
- Big data: By analyzing large volumes of data, manufacturers uncover trends, address inefficiencies, and identify opportunities for innovation.
- Real-time analytics: Instant data processing allows manufacturers to respond quickly to challenges, reducing downtime and improving agility.

Top trends in manufacturing technology
The rise of "dark factories," where production never sleeps and human manual labor is reduced to a strategic minimum, is Asian domain so far. However, the change in manufacturing is coming on various fronts.
The industrial metaverse will soon allow manufacturers to simulate entire global operations in virtual environments, while GenAI slashes design cycles from months to minutes. This evolution points toward a future of zero-emissions factories—fully circular facilities that leverage energy harvesting and blockchain-backed transparency to eliminate waste and maximize supply chain resilience.
We also might expect the strong drive towards breaking the manufacturing silos. Gartner's Top Strategic Technology Trends for 2026 identifies multiagent systems and AI-native development platforms as critical trends, predicting that by 2030, AI-native platforms will cause 80% of organizations to evolve large software engineering teams into smaller, AI-augmented units — only achievable through interconnected, orchestrated system architectures.
These three trends will continue changing the manufacturing processes in the coming years, improving inventory management, operational efficiency, cost savings and quality control.
Autonomous operations in production and logistics
Large-scale warehouses are grappling with labor shortages and the inefficiencies of traditional inventory counts. Time-consuming and error-prone, these methods are being replaced by advanced smart manufacturing technologies like autonomous drones and robots.

These systems perform real-time inventory monitoring, significantly improving accuracy while reducing labor costs. By integrating with the industrial internet and predictive maintenance tools, manufacturers can optimize inventory processes and prevent disruptions.
On top of that, autonomous machines handle last-mile delivery and streamline warehouse operations. Think of Amazon’s autonomous robot, Proteus. It works within warehouses to transport packages efficiently while interacting safely with human workers.

ESG integration and environmental assessment
ESG norms already cover the majority of EU manufacturers, and the other regions of the world may soon adopt similar unified regulations to fight climate crisis. With stricter regulations and growing consumer demand for eco-conscious products, manufacturers need effective solutions to assess a product’s full environmental impact across the supply chain.
LCA software is a key enabler of this digital transformation, evaluating environmental impacts from raw material extraction to disposal. They empower manufacturers to identify opportunities for sustainability within their processes and align with advanced composites manufacturing innovation for greener solutions.

ESG-oriented software integration is becoming a standard in manufacturing business processes and AI development is pushing this change forward. Gartner's ESG Management and Reporting Software market review for 2026 documents a growing category of AI-driven platforms that automate sustainability data collection, centralize ESG metrics, and streamline compliance with regulatory frameworks. Industry 4.0 digital technologies are pointed out by ScienceDirect study as a key lever for achieving measurable ESG outcomes in manufacturing, impacting 85% of environmental, 65% of economic, and 50% of societal GRI standards directly.

Smart energy orchestration and harvesting
Modern smart factories are transitioning from passive consumers to active managers of their energy footprint through integrated IoT lighting, climate control, and harvesting systems. By capturing residual heat and motion from industrial equipment, manufacturers can repurpose wasted watts to power secondary processes or convert them into electricity.
This trend toward high-efficiency environments is further supported by the emergence of general-purpose humanoid robots that can operate in these optimized, low-energy settings alongside automated machinery. The result is a significant reduction in operational costs and carbon emissions, ensuring long-term supply chain resilience in a market defined by volatile energy prices.
Why the cloud is non-negotiable in manufacturing industry
As the market shifts toward flexible, software-defined factories and increasingly global supply networks, the question is no longer if cloud manufacturing will be adopted, but when. Without cloud computing, manufacturers wouldn't be able to create on-demand, distributed, and intelligent production environments where the internal and external data from across the supply chain flows and gets processed seamlessly, triggering alerts and improving decision making.
Gartner predicts that over 50% of organizations will use industry-specific cloud based tools to accelerate business initiatives by 2029, and recommends organizations adopt industry cloud manufacturing software as a strategic portfolio addition to avoid technical debt, drive innovation, and deliver measurable business value. Manufacturers already show a strong preference toward OpEx models, with 58% of them preferring to keep on premise expenses off their balance sheet, as IoT Analytics.
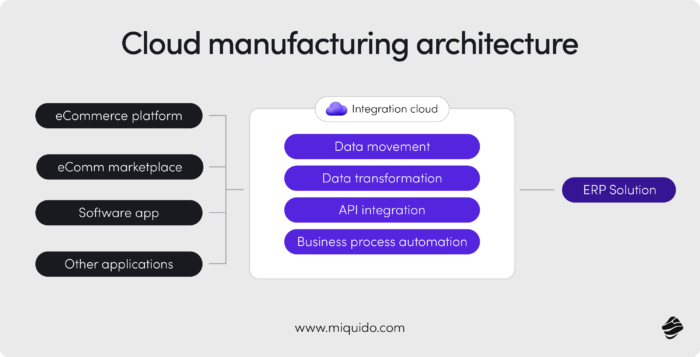
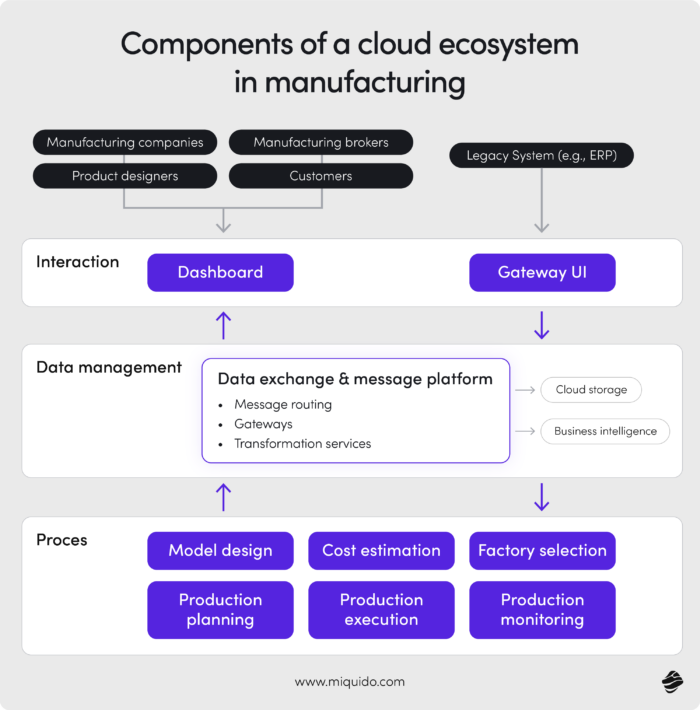
Cloud based manufacturing software introduces a service-oriented architecture, where various players in the supply chain can plug into a shared digital environment. What are its main benefits?
Scalability
Cloud platforms replace rigid, location-bound hardware with virtual infrastructure and distributed computing that scales instantly based on production needs. This elasticity allows businesses to avoid heavy upfront capital expenditures by utilizing a pay-as-you-use pricing model for resources like storage and processing. For example, a manufacturer can rapidly expand digital capacity to support a new plant or manage seasonal demand spikes without the delay of physical server installations.
Real-time visibility
By centralizing fragmented data into a single "live stream," the cloud provides automated reporting and actionable insights across the entire value chain. This connectivity enables remote monitoring and control of the shop floor, allowing teams to detect anomalies and trigger corrective actions immediately. Practically, a global enterprise can use a cloud-centric ERP to unify inventory and logistics data, turning reactive firefighting into proactive supply chain management.
Security
Cloud-based systems offer a more resilient defense through proactive security patches and automatic updates that ensure software versions are always current. These platforms integrate secure VPN protocols and firewalls directly into the infrastructure to protect sensitive intellectual property and operational data. For manufacturers with high-security needs, hybrid models allow critical data to remain on-premise while leveraging the cloud’s superior threat detection for less sensitive workloads.

Mastering digital integration: Big picture of cloud manufacturing and integrated manufacturing environments in the EU
Why is digital integration frequently the biggest bottleneck in manufacturing innovation? The answer lies in fragmentation: when IT systems for production, logistics, and sales operate in silos, they create a "relay race" where the baton is constantly dropped. Data may be abundant, but without seamless integration, it remains inaccessible, leading to mismatched inventory, manual entry errors, and a total loss of real-time visibility.
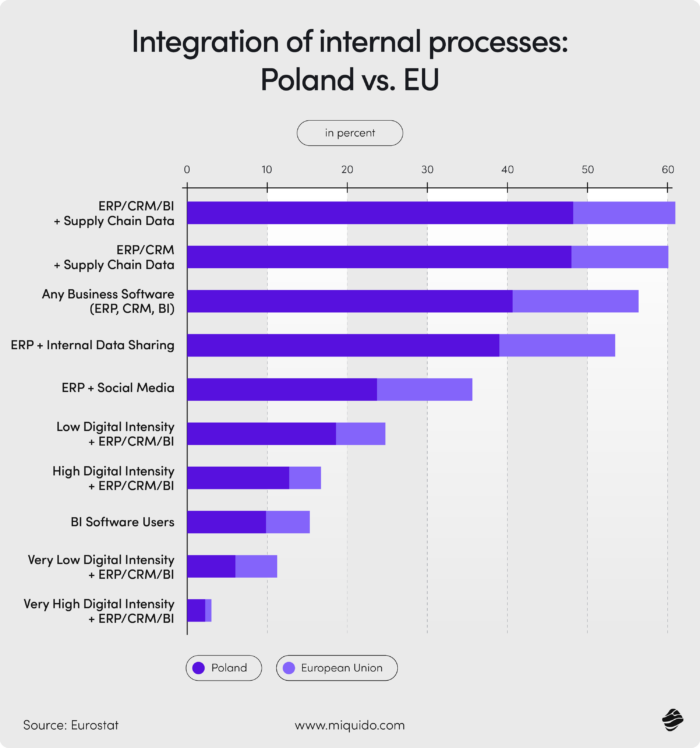
To understand where these hurdles are most disruptive, we analyzed 2025 Eurostat data and recent market research. The findings highlight a significant "digital divide" across Europe, where the ability to link internal processes with external supply chain partners is becoming the primary differentiator between market leaders and those struggling with operational friction.
ERP & CRM
ERP (Enterprise Resource Planning) systems serve as the digital backbone for inventory and production planning, while CRM platforms are essential for tracking customer lifecycles and driving revenue growth. Despite their foundational importance, adoption is far from universal.
According to 2025 Eurostat data, across the European Union, only 78% of manufacturing firms utilized ERP systems. This figure plummets in Central and Eastern Europe, with Poland reaching only 52%. This gap leaves nearly half of the region’s manufacturers operating on incomplete data, unable to respond dynamically to market shifts.
BI tools
Business intelligence (BI) tools for real-time data analytics bring tangible benefits: business decisions turn more accurate, production volumes match market needs better, and critical services, supply chains, and product opportunities are secure. Scandinavian manufacturers clearly understand the importance of BI: in this region, 80% of production companies use BI for real-time data analysis. Across the Baltic Sea, however, BI adoption drops sharply—in Poland, only 30% of companies use BI, revealing a gap in effective, data-driven strategies.
The financial incentive for closing this gap is substantial, as companies utilizing BI report 20–40% reductions in unplanned downtime and significantly better resource optimization. Despite the clear advantages of real-time monitoring, many manufacturers still miss a major chance to boost responsiveness, with only 20% of Polish firms currently analyzing data in real-time (Eurostat 2025). As funding trends shift toward AI-supported automation, more manufacturers are beginning to treat data as a refined fuel rather than an untapped resource.
Advanced supply chain integration
Gartner 2026 supply chain research shows that 95% of supply chains must quickly react to change, but only 7% can execute decisions in real time. Its survey confirms that 81% of supply chain leaders embracing AI feel confident in managing its impact, versus only 54% of non-AI adopters.
AI-driven, integrated Supply Chain Management (SCM) is a manufacturer’s best defense against market volatility, offering automated logistics rerouting and predictive inventory planning. In leading nations like Germany, the Netherlands, and Sweden, over 85% of companies have already integrated their SCM with predictive analytics. However, further East, the vulnerability increases; in Bulgaria and Romania, less than 50% of firms leverage modern SCM tools, making them significantly more susceptible to delays (Eurostat 2025).
The impact of this integration is measurable: companies with end-to-end automation report a 40% reduction in order fulfillment time and a 20% drop in operational costs. Conversely, 40% of Polish manufacturers still rely on manual information exchange, leading to extended order cycles and wasted resources (Eurostat 2025). Bridging this gap through custom software and AI-driven orchestration is no longer just an upgrade—it is a strategic necessity for survival in the 2026 landscape.
Strategic checklist for manufacturing leaders
To transition from a fragmented legacy factory to a software-defined, Industry 4.0 powerhouse, leadership teams should execute the following tangible steps:
- Audit and eradicate data silos: Mandate an immediate cross-departmental audit to map out where manual data transfer occurs between ERP, CRM, and SCM networks, prioritizing custom software integrations to establish a single source of truth.
- Accelerate cloud migration via OpEx models: Shift physical hardware dependencies to flexible cloud infrastructure by capitalizing on pay-as-you-use OpEx frameworks, immediately gaining the computational elasticity needed for real-time analytics.
- Deploy AI-driven BI and automation: Target a 20–40% reduction in unplanned downtime by equipping the shop floor with AI-native predictive maintenance tools, autonomous robots, and real-time Business Intelligence software.
- Centralize ESG compliance tracking: Proactively implement AI-driven Life-Cycle Assessment (LCA) software to centralize sustainability data collection and ensure automated compliance with shifting global regulatory metrics.
Let's improve your production processes together with artificial intelligence that brings tangible outcomes.

Top AI innovations delivered monthly!
The administrator of your personal data is Miquido sp. z o.o. sp.k., with its ... registered office in Kraków at Zabłocie 43A, 30 - 701. We process the provided information in order to send you a newsletter. The basis for processing of your data is your consent and Miquido’s legitimate interest.You may withdraw your consent at any time by contacting us at marketing@miquido.com. You have the right to object, the right to access your data, the right to request rectification, deletion or restriction of data processing. For detailed information on the processing of your personal data, please see Privacy Policy.
![[header] b2b ecommerce for manufacturing – 21 feature ideas for cutting costs and multiplying sales](https://www.miquido.com/wp-content/uploads/2025/09/header-b2b-ecommerce-for-manufacturing-–-21-feature-ideas-for-cutting-costs-and-multiplying-sales.jpg)
![[header] top 10 foodtech startups to watch in 2025](https://www.miquido.com/wp-content/uploads/2025/07/header-top-10-foodtech-startups-to-watch-in-2025.jpg.webp)
![[header] predictive analytics in manufacturing cut downtime & costs](https://www.miquido.com/wp-content/uploads/2025/06/header-predictive-analytics-in-manufacturing_-cut-downtime-costs.jpg.webp)